


اختصاصی بسپار/ برآورد هزینه تولید قطعات قالبگیری تزریقی (بخش سوم- قالب و ماشین)
بسپار/ایران پلیمر نکات ارایه شده در این مجموعه مقالات را دنبال کنید تا به راهکار مورد نظر خود برسید. بخشهای اول و دوم این مجموعه مقالات به طور عمده بر بخش هزینههای مواد اولیه قطعه قالبگیری شده متمرکز بود. این بخش روی قالب و دستگاه قالبگیری تمرکز دارد.
یک روش ساده و متداول برای تعیین اندازه دستگاه قالبگیری برای قالبگیری قطعه، ضرب مساحت طراحی شده قطعه در تعداد حفرهها، ضرب در برخی از قوانین سرانگشتی – معمولا سه است. از استفاده از قوانین سرانگشتی اجتناب کنید، زیرا آنها معمولا بیش از حد ساده و اغلب نادرست هستند.
تعداد حفرهها
قبل از اینکه بتوانید اندازه دستگاه مورد نیاز را تعیین کنید، ابتدا باید تعداد حفرههای مورد نیاز برای برآوردن یا فراتر رفتن از حجم فروش سالانه مورد انتظار را بدانید. برای مثال، بیایید تعداد آن را دو فرض کنید. حال سوال این است که آیا قیمت قطعه بر اساس قالب دو حفرهای مطابق با خواسته یا انتظار مشتری خواهد بود؟ آیا قالب چهار حفرهای هزینه قطعه را کاهش میدهد؟ دوبرابر کردن حفرهها (cavitation) تنها در صورتی هزینه قطعه را کاهش میدهد که اندازه دستگاه قالبگیری یا تعداد نیروی کار مورد نیاز نیز دو برابر نشود. ایده خوبی است که دو یا سه طرح مختلف حفرهچینی قالب را برآورد هزینه کنید و به مشتری اجازه دهید تصمیم بگیرد که آیا میخواهد پول بیشتری برای قالب یا قطعات خرج کند یا خیر. پاسخ اغلب بر اساس چارچوب زمانی بازگشت سرمایه (ROI) برای قالب پرحفره بیشتر است.
طول و عرض قالب
مورد بعدی تعیین یک تخمین تقریبی از اندازه قالب است. به عنوان مثال، فرض کنید قطعه 2 اینچ مربع است و مشتری چهار حفره میخواهد یا نیاز دارد تا بتواند حجم فروش یا قیمت قطعه هدف خود را برآورده کند. اگر فاصله بین لبههای حفرهها را 2 اینچ فرض کنید و از لبههای بیرونی حفرهها تا لبههای بیرونی قالب 3 اینچ فاصله داشته باشد، اندازه قالب تقریبا 12 × 12 اینچ است. اکنون کوچکترین دستگاهی را پیدا کنید که در آن این قالب به صورت عمودی بین میلراهنماها (tiebar) قرار میگیرد (یا به صورت افقی اگر قرار است قالب از کنار وارد شود)، اما بزرگتر از لبههای بیرونی صفحه قالب (platen) نباشد.
ارتفاع قالب برهمچین و باز شدن پرس درهر ضرب
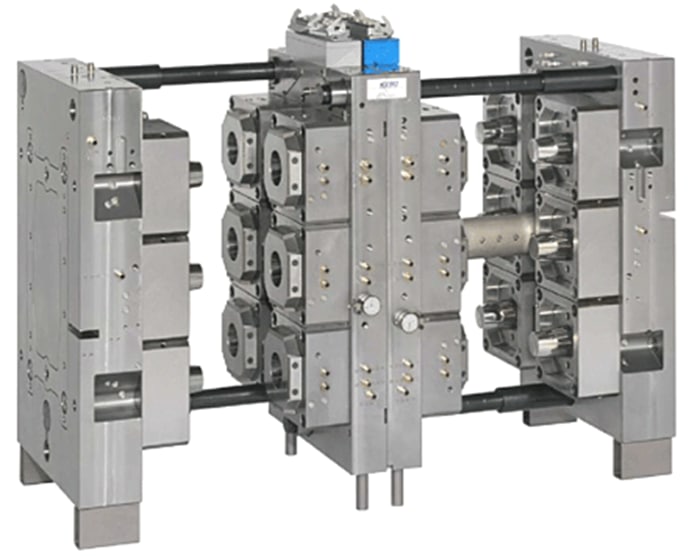
قالبهای برهمچین (stack mold) را میتوان به عنوان مجموعهای از قالبهای به هم پیوسته، هم اندازه و تک سطحی (single-face) توصیف کرد که در آن قالبها در کنار یکدیگر قرار میگیرند. بنابراین، بدون افزایش اندازه یا تناژ دستگاه قالبگیری تزریق پلاستیک، قالبهای برهمچین تعداد حفرههای تولید قطعات را دو برابر میکنند. قالبهای برهمچین سه سطحی و چهار سطحی به ترتیب حجم تولید سه یا چهار برابر میکنند. اکثر قالبهای برهمچین دارای تعداد حفرههای یکسان در هر طرف قالب یا سطح جدایش هستند، اما همچنین میتوانند حفرههای متفاوتی در هر سطح جدایش قالب برای تولید خانوادهای از قطعات در هر تزریق داشته باشند که هر قطعه شکل و اندازه متفاوتی دارد، مترجم (شکل 1).
شکل 1: نمونهای از قالب برهمچین.
ارتفاع برهمچیده قالب را برآورد کنید و آن را با حداقل و حداکثر فاصله ی دو کفه ی دستگاه مقایسه کنید. قالبی که ارتفاع برهمچین آن کمتر از حداقل میزان باز شدن دوکفه دستگاه (daylight، فاصله بین دو کفه ثابت و متحرک قالب، شکل 2) به هنگام بسته بودن گیره باشد، به راحتی با افزودن ریل یا بالارو (riser) به پشت صفحه گیره کفه متحرک قالب اصلاح میشود. برخی از قالبگیرها برای چنین منظوری برای ماشینآلات خود فاصلهانداز (spacer) کفه قالب در دسترس دارند.
برگردان: دکتر فاطمه خودکار
f.khodkar@gmail.com
(ادامه دارد …)
متن کامل این مقاله را در شماره241 ماهنامه بسپار که در نیمه آبان ماه ۱۴۰1 منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های ۰۲۱۷۷۵۲۳۵۵۳ و ۰۲۱۷۷۵۳۳۱۵۸ داخلی ۳ سرکار خانم ارشاد تماس بگیرید. نسخه الکترونیک این شماره از طریق طاقچه و فیدیبو قابل دسترسی است.



