


اختصاصی بسپار/ چه عواملی زمان چرخه قالب گیری تزریقی را کنترل میکند؟ (بخش دوم)
بسپار/ایران پلیمر دستورالعملهای پیشنهاد شده در این مجموعه مقالات را دنبال کنید تا سود خود را به حداکثر برسانید. هدف این مجموعه مقالات کمک به دستاندرکاران فرایند و عیبیابی قالبهای تزریق است تا بهترین قطعات ممکن را در سریعترین زمان چرخه ممکن تولید کنند. در این مجموعه مقالات فقط در مورد چیزهایی صحبت خواهد شد که بر زمان چرخه تاثیر میگذارد.
قالبها با تعداد معینی مسیر سرمایش طراحی میشوند. این مسیر بهصورت ترکیبی از اجزای مجزا بین چندراهههای (manifold) ورودی و خروجی در کنترلگر دما (thermolator)، برج خنککننده یا سردکن (chiller) در نظر گرفته میشود. بنابراین، این مسیر شامل اتصالات چندراههها، اتصالات شیلنگها، خود شیلنگها، اتصالات قالب، کانال خنککننده داخل قالب و همچنین هرگونه تغییرمسیر (diversions) در کانال خنککننده، مانند یک سپرک (baffle)، حبابساز، پین گرمایی، حتی یک خم 90 درجه، میشود. برای به حداقل رساندن زمان چرخه، اطمینان از اینکه کل مسیر سرمایش و مایع خنکسازی که از آن عبور میکند از حداکثر کارایی خود استفاده میکنند، حیاتی است.
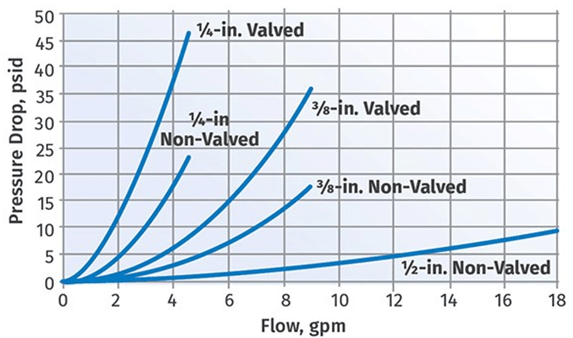
اولین کاری که توصیه میشود انجام دهید این است که بررسی کنید که قالب به درستی تنظیم شده است یا خیر. به دنبال هر چیزی باشید که میتواند جریان را محدود کند یا فشار مایع خنکساز را به داخل و خارج از قالب افزایش دهد. آیا دریچههای توپی درون چندراهه، اندازه مناسبی دارند؟ آیا قطر داخلی شیلنگها کافی است؟ آیا شیلنگها بیش از حد بلند هستند؟ آیا هیچ یک از شیلنگها، خمیدگی شدید در مسیر ندارد؟ آیا هر یک از اتصالات شیلنگها دارای شیرهای قطع و وصل خودکار داخلی هستند؟ اکثر تامینکنندگان میگویند که “حداقل” افت فشار و آهنگ شارش (سرعت جریان) با اتصالات شیردار وجود دارد. شکل 1 نشان میدهد که اینطور نیست.
شکل 1: افت فشار و آهنگ جریان برای اتصالات خط آب.
مقدار جریان آب درون هر جزء، مانند شیلنگ، اتصالات یا کانال آب، به قطر داخلی، طول کل و فشار اعمال شده به آب بستگی دارد. بنابراین، برای داشتن یک مسیر سرمایش کارآمد، بیشترین قطر و کوتاهترین طول ممکن را میخواهید تا بتوانید فشار مورد نیاز را به حداقل برسانید.
اگر قالبی است که شما به ارث بردهاید، عاقلانه است که اتصالات آب را بردارید و کانالهای خنککننده را از نظر تجمع رسوب، زنگزدگی، اکسید کلسیم، آهک یا زیستفیلمها بررسی کنید (شکل 2). فقط چند هزارم اینچ از هر یک از این رسوبات، دیوارههای کانال را عایق میکند و رسانندگی گرمایی را به شدت کاهش میدهد، که مسلما زمان چرخه را افزایش میدهد. در واقع، انباشته شدن 015/0 اینچ معادل ضخامت چهار ورق کاغذ، میتواند دمای فولاد را تا 50 درجه فارنهایت افزایش دهد. این دلیل دیگری برای داشتن یک برنامه پیشگیرانه نگهداری قالب است، به خصوص برای قالبهایی که دارای گذرگاههای جریان کوچک هستند، مانند سپرکها و حبابسازها.
برگردان: دکتر فاطمه خودکار
F.khodkar@gmail.com
(ادامه دارد …)
متن کامل این مقاله را در شماره 243 مجله بسپار که در نیمه دی ماه 1401 منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های ۰۲۱۷۷۵۲۳۵۵۳ و ۰۲۱۷۷۵۳۳۱۵۸ داخلی ۳ سرکار خانم ارشاد تماس بگیرید. نسخه الکترونیک این شماره از طریق طاقچه و فیدیبو قابل دسترسی است.



