


دما را در ناحیه سیلندر کنترل کنید
کنترل ضعیف دما موجب فرایند و جریان مذاب نامنظم میشود. در این گزارش چند نکته در مورد چگونگی کنترل برخی موارد آورده شده است.
قالبگیری قطعات پلاستیک به صورت قطعه ای قابل قبول، یک فرایند پیچیده همراه با صدها متغیر است. برخی ها روش ISO9000 را برای مواجه با آن برمی گزینند. مشکل این است که آیا کسی همه متغیرها را میداند؟ اغلب یک متغیر نادیده گرفته میشود و آن دما است. کنترل دما چیست و فرایندکار چگونه میتواند آن را کنترل کند؟
افزایش بیش از حد دما در ناحیه، وقتی رخ میدهد که یکی از نواحی دمایی در سیلندر (نه افشانک (nozzle)) همواره بیش از °C 5 گرمتر از دمای تنظیم شده باشد. افزایش بیش از حد دما میتواند حتی وقتی رخ دهد که کنترلگر دما درخواست برق برای روشن کردن نوار گرمکن نکند. کنترلگرهای دما باید برای کنترل دمای ناحیه، چرخه روشن و خاموش داشته باشند. تمام نواحی چرخه یکسانی ندارند، زیرا هر ناحیه سیلندر وظایف گوناگونی دارد. برای مثال ناحیه عقبی ممکن است چرخه روشن بیشتر یا طولانی تر از ناحیه مرکزی داشته باشد. زیرا آن ناحیه به گلویی خوراک گیرِ سردتر نزدیک است. به طور کلی هر ناحیه به کنترل دما نیاز دارد تا ماردان و فرایند به طور یکنواخت و مناسبی کار کند. اگر ناحیه سیلندر بسیار داغ باشد و کنترلگر در چرخه خاموشی باشد، تمام گرمای این ناحیه از طریق گردش ماردان یا برگشت آن ایجاد میشود. برخی ممکن است فکر کنند که این کار درست است، زیرا برق صرفهجویی میشود. در اوایل کارم، مربیام به من نشان داد که چگونه توانست برق گرمکن های ناحیه را قطع کند و دستگاه همچنان کار کند. متاسفانه این روشی نیست که جواب دهد. اگر نوار گرمکن دائما روشن یا دائما خاموش باشد، کنترل دمایی وجود ندارد. این یک کنترل دمای ضعیف است و فرایند و جریان مذاب یکنواختی را فراهم نمیکند.
پس چگونه جریان مذاب یکنواخت داشته باشیم؟ برای داشتن مذاب یکنواخت، کنترلگرهای ماردان، سیلندر و هر ناحیه باید به درستی کار کنند. این یک کار تعادلی پیچیده است که شامل طراحی ماردان، بسپار، تنظیم دما، طراحی دیواره سیلندر، ضریب اصطکاک دانه روی دیواره سیلندر و قانون مورفی حاضر در همه جا (omnipresent Murphy’s Law) است. یکنواختی مذاب در قالبگیری تزریقی پیچیده تر است. زیرا ماردان به طور پیوسته نمیچرخد و رفت و برگشتی است. به علاوه فراموش نکنید که ما نمیتوانیم دمای واقعی مذابی را که قالبگیری میکنیم اندازه گیری کنیم. مطمئن نیستم که تمام این برهم کنشها را درک کنم اما در مورد آنچه افزایش بیش از حد دما در ناحیه میشود و اینکه برای کنترل آن چه کنیم چند نکته دارم.
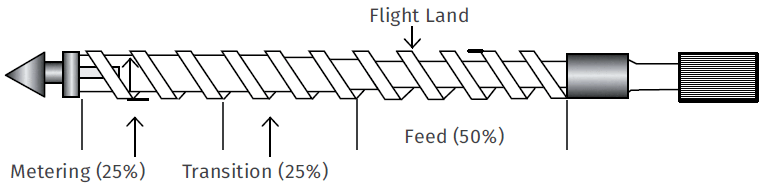
برای درک دلایل افزایش بیش از حد دما، روی این تمرکز کنید که ماردان، چگونه پلاستیک را ذوب میکند. شکل 1 نمایی از ماردان همه منظوره (GP) را نشان میدهد. تمرکز ما ناحیه گذار (تراکم یا فشارش) است. زیرا جایی است که در آن، دانه های پلاستیکی ذوب میشوند. معمولا پذیرفته شده است که حدود 80% انرژی مورد نیاز برای ذوب پلاستیک از اصطکاک و تراکم ناشی از چرخش ماردان فراهم میشود، مابقی از نوارهای گرمکن. هنگامی که ماردان میچرخد، انرژی لازم برای ذوب پلاستیک از دو منبع اصلی گرفته میشود:
(دامه دارد …)



