


چگونه می توان فرآیندها را تکرارپذیر کرد؟ راهبرد چیست؟
بسپار – یکی از کارهای خسته کننده در قالبگیری تزریقی، تکرار فرایند از دستگاهی به دستگاه دیگر است. این کار آسان نیست و صدها متغیر در فراورش وجود دارد و مواجهه با همه ی آنها برای هر فردی چالش است. نمیتوان تمام آنها را در این مقاله فهرست کرد. در عوض، راهبردی برای انتقال موفقیت آمیز فرایند از دستگاهی به دستگاه دیگر آورده شده است. شما به داشتن راهبرد مناسب نیاز دارید. اما این راهبرد چیست؟
راهبرد، تمایز گذاشتن بین عوامل پلاستیکی و عوامل دستگاهی است، یعنی آنچه در دستگاه میبیند در مقابل آنچه پلاستیک میبیند و تنها شرایط پلاستیکی باید تکرار شود. با این حال، اکثر افراد به دنبال عوامل دستگاهی هستند، به جای عوامل پلاستیکی. اساسا تفاوت آنها در چیزی است که شما میگویید دستگاه انجام دهد و آنچه که دستگاه به پلاستیک میگوید انجام دهد.
مهم است که عوامل پلاستیکی را وقتیکه قالب را از دستگاه پرس به دستگاه دیگر منتقل کردید، تکرار کنید. از برگه راه اندازی جامع استفاده کنید که به شما اجازه دهد برگه راه اندازی برای هر قالب، نه برای هر دستگاه داشته باشید. عوامل مهم پلاستیکی را ثبت کنید تا بتوانید آنها را در دستگاه پرس دیگر تکرار کنید. تکرار عوامل پلاستیکی به شما امکان میدهد قالب را از دستگاهی به دستگاه دیگر منتقل کنید و قطعاتی یکسان تولید کنید. بین عوامل سرعت تزریق و زمان پر شدن که در تمام فرایندهای قالبگیری تزریقی رایج هستند، تمایز قائل شوید. یکی عامل دستگاهی و دیگری عامل پلاستیکی است.
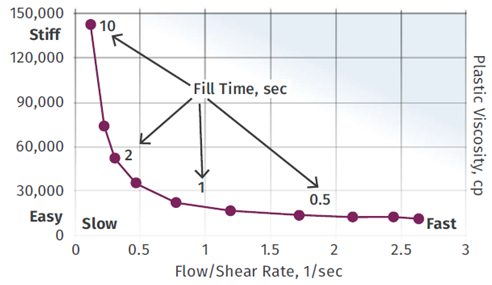
با منحنی گرانروی شروع کنید (شکل 1). اگر زمان پر شدن را تغییر دهید، گرانروی بسپار را تغییر میدهید و اگر گرانروی بسپار را تغییر دهید، الگوی جریان پر شدن قطعه را تغییر میدهید که منجر به تغییراتی در قطعه میشود.
شکل 1: نمونه ای از منحنی گرانروی
اگر بخواهید قطعات یکسانی از تزریقی (shot) به تزریق دیگر، از زمستان به تابستان، از دستگاهی به دستگاه دیگر داشته باشید، باید زمان پر شدن مرحله اول را تکرار کنید، نه سرعت تزریق را. بین آنها تفاوت وجود دارد. برای روشن شدن موضوع، زمان پر شدن، زمان واقعی است که ماردان تزریق از موقعیت شروع تا تکمیل تزریق و تراکم (در صورت وجود)، به موقعیت توقف ماردان برای انتقال از مرحله اول به مرحله دوم (یا نگهداری) جابهجا میشود، همچنین به عنوان V به P شناخته شده است. مرحله اول باید تزریقی ثابت و نسبتا کم از نظر حجمی، نه وزنی داشته باشد.
تفاوت میان زمان و سرعت پر شدن این است که زمان پر شدن یک عدد اندازهگیری شده در هر تزریق است. با این حال، سرعت، نقطه تنظیم ورودی کاربر به دستگاه است. شما میتوانید هر زمان که قالب را نصب کردید دقیقا همان عدد را برای سرعت وارد کنید، اما این سرعت تضمین نمیکند که همان زمان پر شدن را ایجاد کند. سرعت ورودی به دستگاه بر حسب اینچ یا میلیمتر بر ثانیه یا اینچ یا میلیمتر مکعب بر ثانیه است.
برگردان: دکتر فاطمه خودکار
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های 02177523553 و 02177533158 داخلی 3 سرکارخانم ارشاد تماس بگیرید. امکان اشتراک آنلاین بر روی صفحه اصلی همین سایت وجود دارد.



