


اهمیت سیم گذاری درست در گرمکن ها و ترموکوپل های نازل
بسپار/ ایران پلیمر، قرار دادن نادرست سیم ها در گرمکن ها و ترموکوپل های افشانک (نازل) باعث ناامیدی قالبسازان و ایجاد هزینه های اضافی میشود.ماشین آلات قالبگیری، پیچیده هستند و هر یک از ما اولویتهای خود را برای خرید داریم. تقریبا 100 معیار برای بررسی و ارزیابی قبل از خرید وجود دارد که در سه مقاله چاپ شده در شماره های اردیبهشت، خرداد و مرداد سال 95 مجله بسپار با عنوان “آنچه را که در هنگام خرید ماشین تزریق باید در نظر گرفت” به طور مفصل بحث شد. در این مقاله، نحوه قرارگیری سیم ها در ترموکوپل و نوارهای گرمکن بررسی خواهد شد.
این سیمها، توان و کنترل دما را در بدنه و سر افشانک فراهم میکنند. سیم گذاری، مسئله پیچیده ای نیست، اما در 98 درصد از مواقع نادرست گذاشته میشود. این مسئله نه تنها سیم گذاری استاندارد را به خطر می اندازد، بلکه باعث توقف، اتلاف وقت و ناامیدی فرایندکار شده و همچنین هزینه های زیادی برای خرید قالب به بار میآورد.
همین مسئله بی اهمیت، برای هر کارخانه قالبگیری حدود 100،000 دلار در سال و شاید دو برابر آن هزینه به بار میآورد. علاوه بر این هزینه، موجب ناامیدی و ناامنی میشود که مانع از کارایی هر فرایندکار و صرف وقت برای خرید میشود. این یک مشکل همیشگی و قابل توجه در صنعت است، اما توجه کمی به آن میشود. این مشکل با ماشین ساز شروع میشود و پس از استفاده در کارخانه وخیم تر خواهد شد. در مورد مشکلی صحبت میشود که اگر به درستی در هنگام ساخت دستگاه رعایت شود، باعث صرفه جویی صدها هزار دلار هزینه و جلوگیری از آسیب های ناشی از هزینه نکردن آن میشود. عکسهای ارایه شده در این مقاله، نشان دهنده این مشکل هستند (شکلهای 1 تا 3).
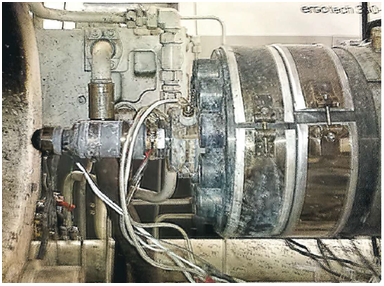
شکل 1 سیمهایی را نشان میدهد که توان و کنترل دما را در بدنه و سر افشانک فراهم میکند. توجه داشته باشید که سیمها زیر بدنه و سر افشانک آویزان هستند. این ممکن است از دید یک فرد معمولی غیرکاربر دستگاه مشکلی نداشته باشد، اما اینجا گرانش هست و اگر شما وزن آنها را با اتفاقاتی که برای ماشین حین قالب گیری میافتد با هم در نظر بگیرید تصویر بهتری خواهید داشت از اهمیت آن. در ادامه، فهرست کوتاهی از اتفاقات متداول در این بخش از دستگاهکه شامل نشتیهای رایج افشانک نمیشود، آورده شده است.
1. تغییر رنگ؛
2. تغییر بسپار (پلیمر)؛
3. تغییر قالب؛
4. پاکسازی (Purging)؛
5. باز کردن سَری افشانک مسدود؛
6. تغییر سَری افشانک؛
7. برداشتن گلوگاه (sprue) گیر کرده؛
8. بررسی انطباق بین شعاع سَری افشانک و روزنه با پوسته گلوگاه قالب؛
9. بررسی دمای مذاب؛
10.
[EasyDNNGallery|24227|Width|400|Height|400|position||resizecrop|False|lightbox|False|title|False|description|False|redirection|False|LinkText||]
شکل 1
برگردان: دکتر فاطمه خودکار
F.khodkar@gmail.com
(ادامه دارد…)



