


گروه ترجمه و تولید محتوا در بسپار/ایران پلیمر با کنترل صحیح دمای گلویی قیف، در وقت و هزینه خود صرفهجویی کنید. در برخی موارد، اما نه همه، میتواند به حل مشکل پل زدن (bridging) کمک کند. در این مقاله، عوامل ایجاد پل شدن و اقدام اصلاحی برای آن ارایه شده است.
بهعنوان یکی از مهمترین نواحی دمایی در فرایند قالبگیری تزریقی، به گلویی قیف بیشتر توجه کنید. چرا؟ در حدود 80 درصد مشکلات فرایندها مربوط به کنترل دما و پلزنی در گلویی قیف است. پل زدن خوراک در گلویی باعث توقف قابلتوجه و یک اتفاق اعصاب خردکن مکرر برای فرایندکاران میشود.
بهینهسازی عملکرد ناحیه خوراکدهی دستگاه، فرایند را یکنواختتر میکند. علاوه بر این، زمان کار بیشتری را فراهم میکند و ثبات قطعه را بهتر میسازد. شاید بتوانید زمان چرخش ماردان را کمی کاهش دهید، اما صرفهجویی در زمان واقعی و صرفهجویی در هزینه، کاهش نوسان در زمان چرخش ماردان از تزریقی به تزریق دیگر است. نوسان کمتر در زمان چرخش ماردان، زمانهای نرمسازی یکنواختتر و از همه مهمتر، یکنواختی مذاب بیشتر از تزریقی به تزریق دیگر را فراهم میکند. پایدارسازی نحوهی بازگشت ماردان نیز ثبات بهتر قطعه را فراهم میکند و احتمال بهبود اندکی در زمان چرخه وجود دارد.
وظایف گلویی قیف
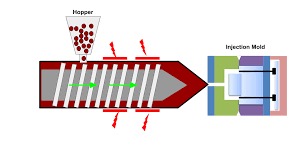
• گلویی، مسیر روان و جریان آزاد برای دانههای پلاستیک، پودرها و مایعات (بهعنوان مثال رنگ مایع) به درون بخش خوراک ماردان فراهم میکند.
• از چسبیدن یا کلوخگی (clumping) دانهها و غیره جلوگیری میکند. به این عمل “پل زدن” در گلویی قیف گفته میشود. جلوگیری از پل زدن باعث صرفهجویی در زمان تمیز کردن گلویی قیف میشود و مهمتر از آن، از یک مسئله ایمنی بالقوه خطرناک جلوگیری میکند. گلویی پلزده باعث میشود فشار آنقدر افزایش یابد که بتواند پلاستیک و حتی قیف را به طرف سقف پرت کند. تعجب خواهید کرد که کارخانههای بسیاری به دلیل از جا در رفتن پلاستیک از گلویی قیف، دارای علائم ضربه در سقف هستند. دفعه بعدی که به یک قیف نگاه میکنید، به این اتفاق فکر کنید.
• دریچهای برای ترکیبات فرار، هوا و گازهای خارج شده از بسپار در اثر گرم شدن فراهم میکند. این گازها شامل هوای بین دانهها، رطوبت باقیمانده، روانکنندهها و سایر افزودنیها هستند که در دمای ذوب بسپار یا نزدیک به آن، فرار هستند.
• امکان گاززدایی از مواد، بدون فراهم کردن فضایی برای چگالش (condensation) گازها را تامین میکند. گاززدایی نامناسب و چگالش بعدی میتواند باعث سُرخوردن ماردان، مشکلات خوراکدهی، ایجاد حبابها، پَخی (splay) و سایر نقایص ظاهری در قطعات شود. در واقع این نیاز دارد که دمای گلویی بیش از حد معمول استفاده شده باشد.
پل زدن
پل زدن هر اتفاقی است که از جریان آزاد دانهها و از خروج مواد فرار از بخش خوراک ماردان جلوگیری کند.
برگردان: دکتر فاطمه خودکار
[email protected]
(ادامه دارد …)
متن کامل این مقاله را در شماره ۲۲۳ ماهنامه بسپار که در نیمه اردیبهشت ماه ۱۴۰۰ منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های ۰۲۱۷۷۵۲۳۵۵۳ و ۰۲۱۷۷۵۳۳۱۵۸ داخلی ۳ سرکار خانم ارشاد تماس بگیرید. نسخه الکترونیک این شماره از طریق طاقچه و فیدیبو قابل دسترسی است.



